






 分享
分享












品牌: |
河北威岳 |
所在地: |
河北 沧州市 |
起订: |
≥1 件 |
供货总量: |
2633 件 |
有效期至: |
长期有效 |
材质: |
HT250 |
精度: |
0-1-2-3 |
硬度: |
HT200-300 |
详情介绍
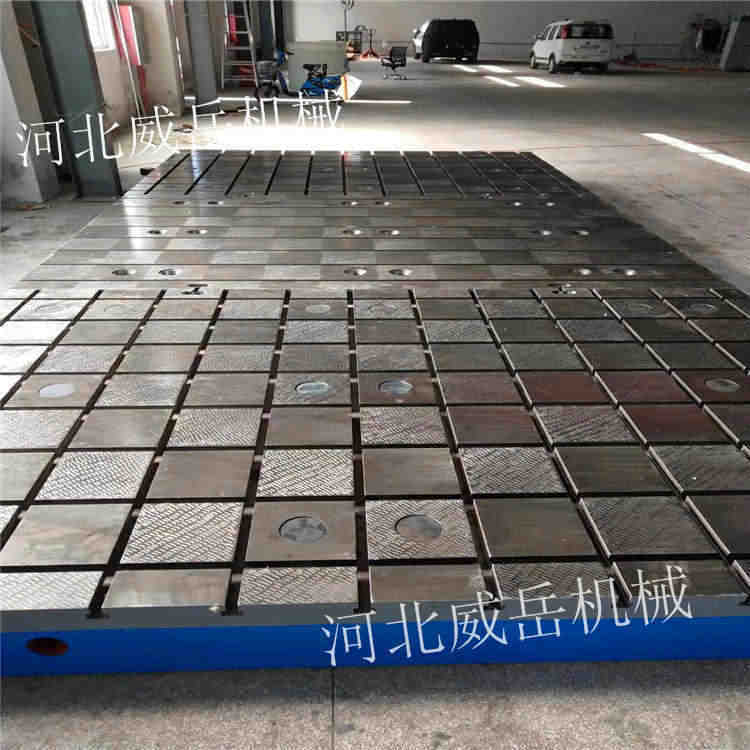
铸铁试验平台表面可以有孔或T型槽,用来固定工件,和清理加工时产生的铁屑或放以固定销。也可以设计成平面。铸铁试验平台要有耐磨,稳定的使用优点,所以在制作上采用强度铸铁,生产流程都是 的按照相关行业来执行,所以铸铁试验平台的使用寿命是很长的,即便是出现了磨损也是可以通过刮研来进行。咱们一起走进河北威岳的生产车间去目睹一下铸铁试验平台让人精妙绝伦的生产流程。
铸铁试验平台生产技术流程:
1,铸铁试验平台制造执行:GB4986-85与/T7974-1999。
2,铸铁试验平台铸件采用水泥砂铸造,材质为HT250,材质 按GB9439-2010规定制作;铸件尺寸公差按GB6414-1999执行。
3,铸铁试验平台上设有T型槽,按图纸要求制作,安装时出口可放入T型固定螺栓。T型槽按GB158-1996执行。
4,铸铁试验平台的安装布置方式及位置 按土建图施工,整体平面安装后上平面与地坪齐平(±0.000)。
5,铸铁试验平台工作面加工与T型槽粗糙度Ra≤3.2,其它加工面6.3,执行GB1031-2009;铸铁平台上平面度误差与垂直度误差满足图纸要求。
6,工作表面硬度为HB180-240,抗拉强度≥220.,时效处理。
7,采用铸造工艺, 控制铸件五大元素的成份及含量,铸件表面平整无裂纹、无缩孔、无夹灰渣。表面问题按照处理。
8,在铸造过程中两次回火处理。1:在铸件毛坯检验合格后回火处理,去掉铸造应力。二次:在毛坯粗加工完成后进行回火处理,去掉机加工破坏铸件平衡态所产生的应力。
9,铸铁试验平台的加工成品尺寸按GB2822-2005执行,精度计量检定规程按JJG117-2005和形位公差按8级GB执行。
10, 铸铁试验平台加工表面做防锈油刷涂,铸件外表面不加工须批腻、磨光,地锚器凹面处涂防锈漆;表面平整光亮。铸件内表面均需涂防锈漆;
11, 铸铁试验平台的工作面与侧面及相邻两侧面的垂直度公差为0.1mm,
12, 铸铁试验平台具有足够的强度及承载能力,其承载力≥300.
13, 主要配置:地铆器及相应配件
14, 铸铁试验平台主要技术参数和要求:试验平台单块加工后图纸要求的精度,拼接后到使用要求;工件在本厂铸造加工。
铸铁试验平台的生产时,进行生产的重要,是要能够进行准的绘制,对于自己所需要的机器进行大体的绘画,这样才能够有大体的轮廓,在进行加工的过程之中,外观检查和加工检验这些都是重要的,其次是关于铸铁平台工件的调整检验和校正,当然,还有在生产过程中的涂漆工作,这些工作对于机械设备的生产也比较重要。
往往通过这4个步骤来控制铸铁试验平台的质量分别是:落砂-清砂-时效处置-查验进程的节制
1、铸铁试验平台经由充沛冷才干扒出铸型,普通要求不小于3h。假如工夫过短,会发作外表激冷而使硬度较高形成切削坚苦。铸铁平台较大时能够会发生热裂、铸铁平台内应力较大,易形成变形而影响铸铁平台外形尺寸。
2、要取得外表光亮度好的铸铁试验平台,小活件可以经过清算滚筒去除外表的砂子。大活件进行抛丸处置去除外表的砂子。非加工外表的粘砂清算洁净,以避免在装入制品内活动时零落后进入轴承室内,对轴承的运用形成 购影响。
3、普通的铸铁平台都要进行时效处置,以减小量具铸件内应力取得好的功能。
4、经过查验,反应铸铁平台的问题,查找并剖析缘由,实时接纳办法,以削减量具铸件问题的发生。
铸铁试验平台出厂前还要进行 的出厂检查,遵循:首先铸铁试验平台经检定符合本要求后,应附有产品合格证;产品合格证上应有本的号和产品序号。然后,铸铁试验平台出厂前铸铁平台上粘贴标志上面应注明以下几点:
1、制造厂厂名或注册商标;
2、产品名称;
3、规格和精度等级;
4、产品序号和制造日期;
5、本的号。
然后,铸铁试验平台的包装箱上粘贴标志应注明:1、制造厂厂名或注册商标;2、产品名称;3、规格和精度等级;4、产品序号和制造日期;5、防振、防水、防潮等标记。http://www.chinaweiyue.com/
对于铸铁试验平台产品质量,客户群体可以与威岳机械始终成一质,凭借的是禁得住考验的铸铁平台的质量。那么,使铸铁试验平台成为及格产物,要求每个进程互相共同,互相协调,只要注重细节才干较好的节制和进步每个进程的质量,才干保障铸铁试验平台铸件的质量。
把控生产,出厂检查,看似不起眼的每个流程,务必做到切实考虑其作用意义,这才是河北威岳机械矢志不渝地严抓生产的理念的作用思想与其重大的指导意义所在。
联系人 威岳机械谢女士15350773479