分享
分享












品牌: |
未填 |
所在地: |
河北 衡水市 |
起订: |
未填 |
供货总量: |
未填 |
有效期至: |
长期有效 |
详情介绍
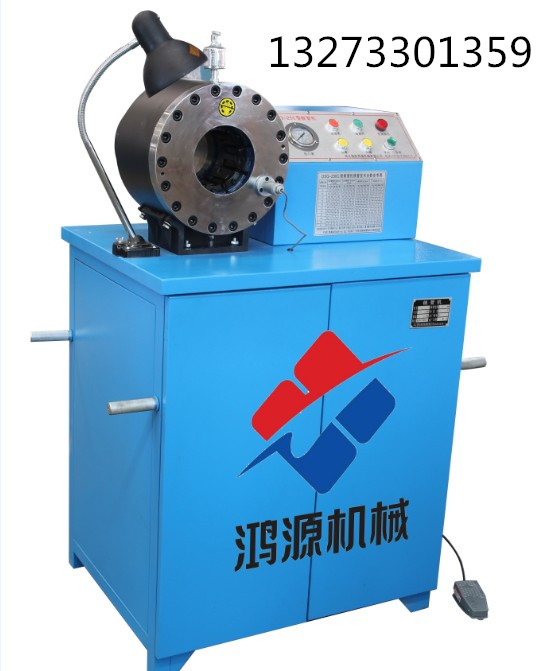
胶管扣压机是一种用于扣压管件总成的液压设备,其将所配套的金属接头通过扣压机的模具施加收缩力,将金属接头牢固的扣压在所配套的工程机械用高压油管或汽车上的刹车管、 机油管、空调管、动力管上。扣压机适用于各类机械高低压油管、气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油 管,以及建筑配件、日用热水气管的扣压,广泛用于车辆、工程机械、液压机械、焊割设备等行业。

液压胶管压管机采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动。都是依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。液压系统由电机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速回位的目的,且速度可调、噪音和系统压力降低。在电器控制系统方面,控制电路适用PLC电路,它检修电路容易、维修方便、更换简单。扣压模具及模座采用无累计误差式,以保证扣压后产品的扣压线条间隔均匀,无大小头现象。
胶管总成的制作方法以及流程
1、胶管及接头型号根据胶管清单实际的需求,选择合适的胶管型号及管接头型号
2、确定下料胶管的长度
下料胶管长度:胶管总长包括软管两端管接头的长度,实际下料胶管长度应去除两端管接头部分长度。
3、割管
胶管根据其要求的规格被切割至设计的长度。切割的断面要求垂直、平整,且不会损伤钢丝层。
4、剥外胶层
需剥外胶层的胶管,应根据接头和外套的尺寸计算胶管两端外胶层剥胶长度并用记号笔划出位置。剥胶后钢丝不能有损伤,无钢丝散开现象,胶管内壁无损伤。
5、标记胶管插入管接头的位置
将胶管放在管接头旁,比出胶管的插入深度并作好标记。
6、胶管插入管接头
在管接头内芯上涂少许液压油或者润滑油,将管子插入接头中直至标记线与套筒的尾端平齐。
7、角度设定
胶管总成的空间角度只有当胶管两头的管接头都是弯接头且不在同一方向时才需注意胶管总成的角度。(胶管总成的角度为:远端的弯接头沿顺时针方向旋转至与近端弯接头方向一致所需要转过的角度即为软管总成的角度。)
8、扣压胶管总成
选择合适的扣压模具安装在扣压机上,将待扣压的管接头正确的放置在扣压模具中,按下扣压开关直至模具全部扣压在管接头上并运行至随机附带参数表指定位置。松开扣压模具取出胶管总成,检查扣压面扣压痕迹是否均匀,用游标卡尺测量扣压尺寸是否在扣压尺寸范围内。
9、清洗胶管并封口
液压系统必须达到一定程度的清洗度。用高效、便捷的压力清洗设备对胶管总成进行清洗,这种设备用煤油冲洗软管总成的内壁,然后用高压气体吹出清洗液,并将清洗好的胶管用封口盖或者封口袋保护好软管总成的两端。
10、压力检测
如有必要可以对胶管进行抽样压力检测,压力检测需在压力试验台上进行,将胶管总成的加压至预定工作压力的两倍,保压时间30-60秒,不应有渗漏。